





(株)塚谷刃物製作所様のピナクル型に代表される
腐食刃型(エッチングは型)と、
㈱高橋型精で製造する彫刻刃型の違いについて質問を多く頂きます。
基本的に機械による削り出し加工で切削/刃付します。
刃先仕上げ加工などが、各社で違ってきます。
㈱高橋型精の彫刻刃型とピナクル型(エッチング)刃型の
大きな違いは以下の通りになります。
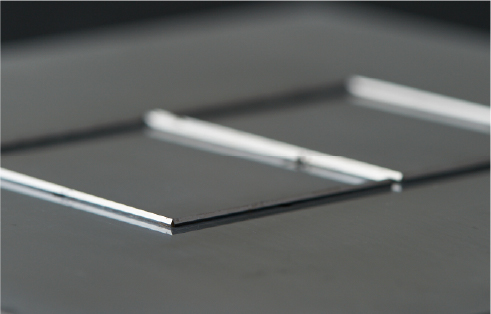
特徴① 任意の刃高(高刃)
ピナクル型(エッジング型)刃高は、最大でベースも含めた3㎜程度です。
彫刻刃型は刃高を自由に設定できます。
15mm以上の高刃実績があり、厚い材料(ゴム/樹脂)など広い分野で使用されます。

特徴② 任意の刃角・刃形状
エッジング刃は刃角/刃形状が一定です。
一方、彫刻刃型は刃角/刃形状が任意で設定できます。
・0.1°単位の刃角
・内角と外角の異角刃
・片刃・のこぎり刃・2段刃など 材料に合わせた刃の形状を御提案します。

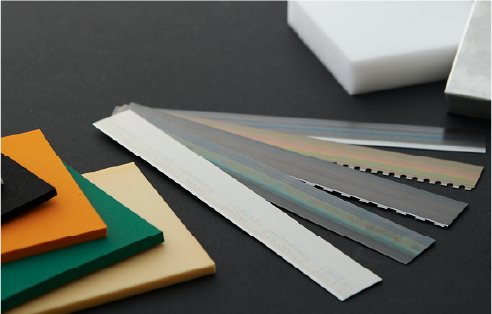
特徴③ 幅広い鋼材(高硬度)
エッジング刃の鋼材は一定です。(※参照:ピナクル硬度:HRC46)
一方、彫刻刃型は鋼材が選択できます。
例えば、鋼材の中で最も硬いハイス鋼(HRC65)の選択により、
耐摩耗性を大幅に向上させる事が出来ます。
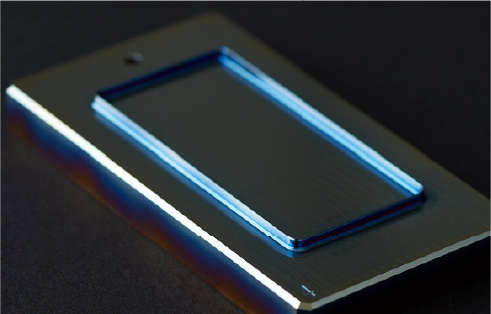
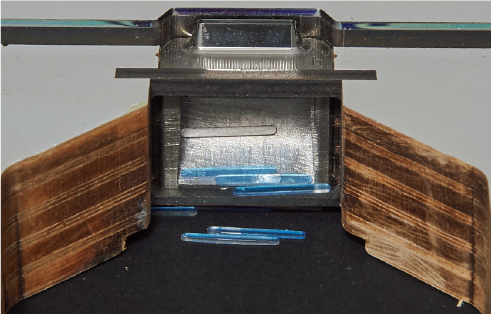
特徴④ トムソン型との組み合わせ(特許取得済)
ベース厚が薄いエッジング刃とトムソン型のベース厚に、
高さの差があるので、トムソン型との組み合わせは困難です。
一方、トムソン刃物と彫刻刃型を組み合わせが可能です。
直線部【トムソン刃物】+ 複雑部【彫刻刃型】

※彫刻刃型+トムソン刃
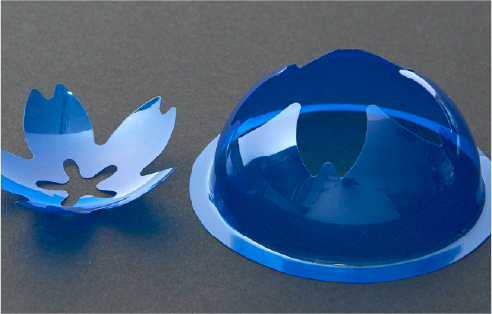
特徴⑤ 立体形状刃(3D)
立体的成形品に合わせた3D・立体刃型
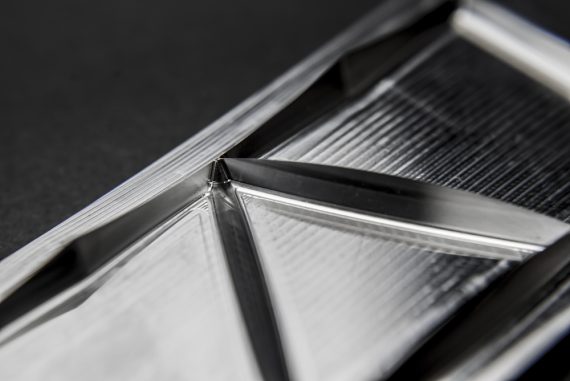
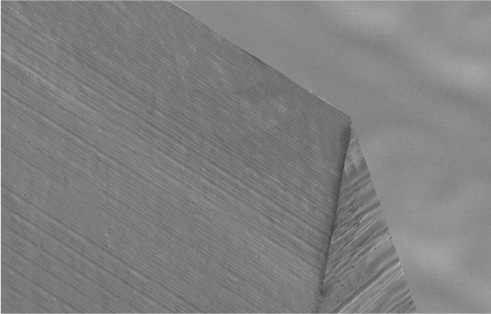
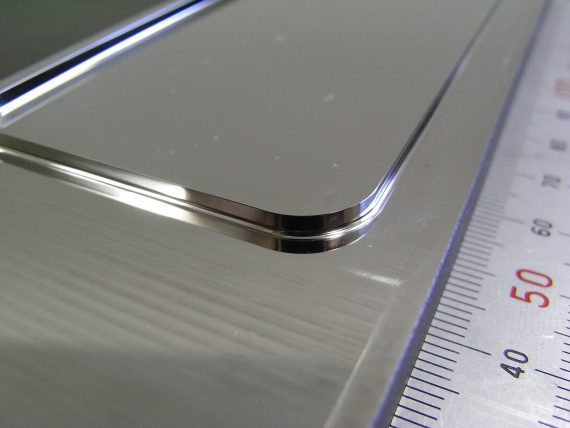
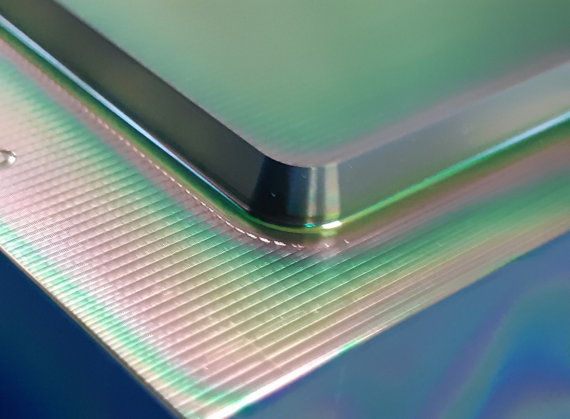
特徴⑥ 鏡面(ミラー)仕上
特殊な仕上げ加工により
刃先面粗度を1/5の粗さに仕上
面粗度向上→製品品質向上につながります。
特徴⑦ 表面処理(コーティング)
非粘着・耐摩耗性向上など、昨日に合わせた
様々な表面処理コーティングに対応します。
特徴⑧ 穴カス抜きが得意
ピナクル型は、刃角・仕様が一定のため、抜き穴カスが処理が対応できない場合が
多々見られます。
一方、彫刻型は加工材に合わせた、抜き穴カス仕様を設定するため、大小様々な
サイズの抜き穴カスが可能です。

彫刻刃型メーカー全てが、ミラー仕上げや立体形状、
トムソン刃との組み合わせ等に対応できる訳ではなく、
高橋型精の彫刻刃型の特徴になります。
特にトムソン型と彫刻刃型を自社内で製造し、
幅広い提案できる技術を持つのは国内で弊社のみです。
ピナクル刃(エッチング刃型)では出来ない、こんな仕様できる?等
お問合せお待ちしております。