





前回に続き、ハーフカット抜け不良の要因について取り上げます。
前回は、ハーフカット不良の原因の一つとして、
そもそも素材が均一でないベニヤベースの
反り・歪みによる刃物の傾きが原因として考えられます。
2回目の今回は「トムソン刃物の高さ種類」です。
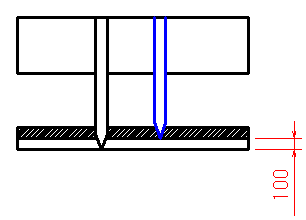
例えば、100μm(0.1㎜)の台紙を残してハーフカットする場合、
全カット刃より、ハーフカット刃は100μm(0.1㎜)低い刃物が最適です。
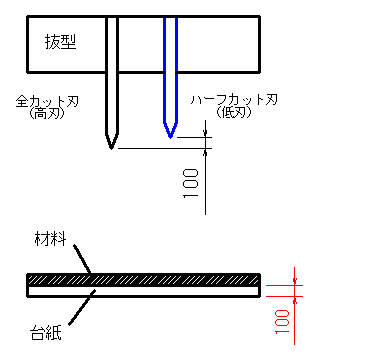
同様に、
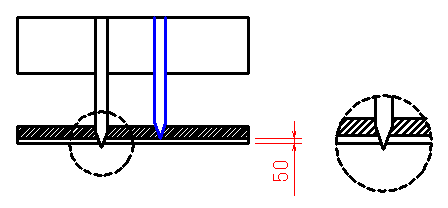
台紙が50μm(0.05㎜)であれば、50μmの高さギャップ
台紙が150μm(0.15㎜)であれば、150μmの高さギャップが適しています。
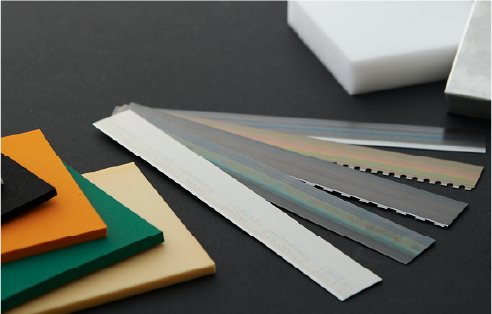
次に、刃物メーカーのカタログの抜粋を上げます。
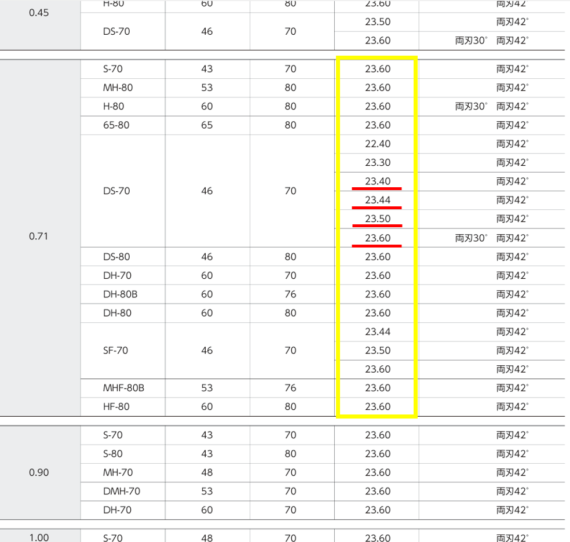
刃物高さの種類は、
標準高さ:23.60㎜をはじめとして、
23.50㎜(-0.1㎜)
23.44㎜(-0.16㎜)
23.40㎜(-0.2㎜)がある事がわかります。
今回のポイントですが、
既製品のトムソン刃物は、高さ0.1㎜単位の種類です。
抜型をご使用頂いている会社様でも
あまり知られていないですが、
既製品のトムソン刃物は
例えば、0.01㎜の細かな高さのは刃物はありません。
なので全カット23.60㎜の場合、
ハーフカット刃は台紙の厚みに関わらず、
-0.1㎜低い23.50㎜が使用される事が多いです。
台紙50μm(0.05㎜)であれば、本来23,55μmの刃物が最適です。
既製品では23.55㎜刃物がないため、
ロットが大きい特注で作成するか、
既製品刃23.50㎜を使用することになります。
台紙50μm(0.05㎜)に、23.50㎜のハーフカット刃で加工すると、
抜型(全カット刃)を、50μm深く入れなければなりません。
全カットをいつも通りの高さで加工すると、ハーフカットが切れないため、
結果、プレス機やシムテープ等での高さ調整が必要になります。
㈱高橋型精の彫刻刃型は、
フルカット/ハーフカット刃の高さを
台紙の厚みに合わせた
0.01㎜単位で任意で設定できます。
よって、材料の厚さ構成に合わせた刃物が設定できます。
50μm(0.05㎜)薄い台紙も多く使われるようになり、
抜型の高さ精度はより重要になっています。
現在お使いの抜型の刃物の高さは、
加工する材料構成の厚みと合っていますか?
「ハーフカットがうまく抜けない」等の
お困り事ありましたら、お気軽にご相談ください!