





精密刃型・彫刻刃型は
お客様から頂いた図面を基に、寸法測定し
寸法公差を満足しているのを確認、出荷しています。
精密抜型メーカーの多くは、同様に寸法測定を行っています。
その中で「受入時の検査において寸法公差が外れている。」
と言う経験はありませんか?
この原因は2点あると考えます。
1点目は、作業者によるバラツキです。
製品端面やコーナー部を、作業者が目視により
選択したポイントを基に測定します。
このため、作業者の視力・見え方・経験に起因した
(ポイント選択する場所)バラツキが生じます。
同じ作業者でも、寝不足やその日の体調、
朝・昼などで測定結果に差が出る事も珍しくありません。
2点目が、「線測定」と「点測定」です。
トムソン刃をベースに入れる(刃入工程)や
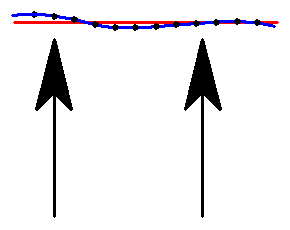
刃物自体の刃先の「うねり」により、直進性にバラツキがあります。
一方、精密抜型メーカーの多くが、
距離測定する際に用いる測定方法は「点測定」です。
(是非、現在ご使用の抜型メーカーにご確認ください)
選択した2点のポイント間の距離を計算します。
このため選択するポイントにより長さに差が生じます。
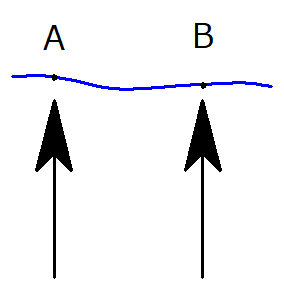
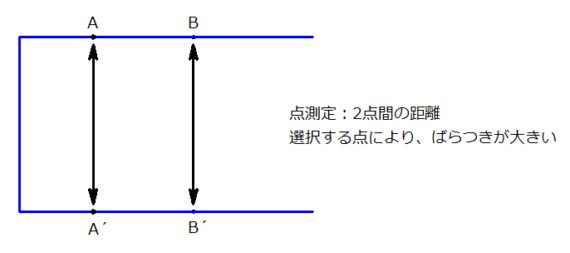
「点測定」
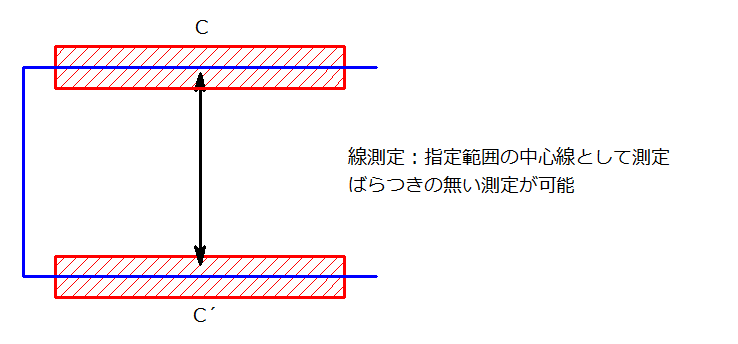
「線測定」
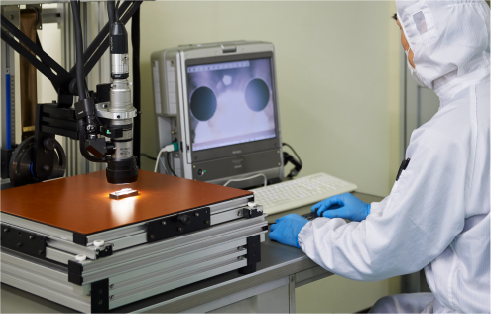
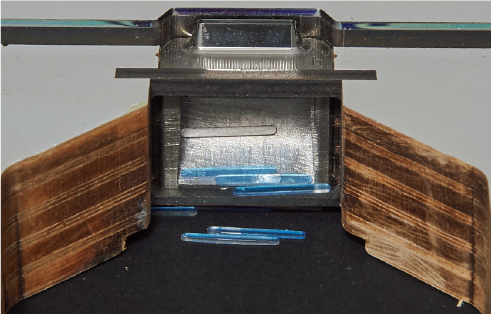
この2点の課題を解決するために、
弊社では「自動測定機」を導入しています。
この自動測定機は、測定機がポイントを自動選択するため、
作業者による差が全くありません。
熟練者も新人も、1回目も何十回目も、
同様の測定結果を得ることが出来ます。
2点目は線間を測定するのに、
「点測定」ではなく、「線測定」を使用しています。
「線測定」は指定した範囲の線を多数の点に置き換え、
そのバラツキの中心線を取ります
(凹凸の最大点・最小点を取ることも可能)
これにより、バラツキが無い測定が可能となります。
また寸法測定結果だけでなく、寸法偏差/CPK(工程能力指数)/直進性など
データ提出が可能です。
高寸法精度の抜刃型をご提供するためには、
その裏付けとなる測定方法・管理がとても重要だと考えます。
測定に対してご不明点・質問がある場合はお気軽にお問合せ下さい。