





厚物材料の抜き加工で使用されることの多い火造り刃ですが、色々な課題をお聞きします。
第一弾は刃型で最も重要な切れ味についての課題です。
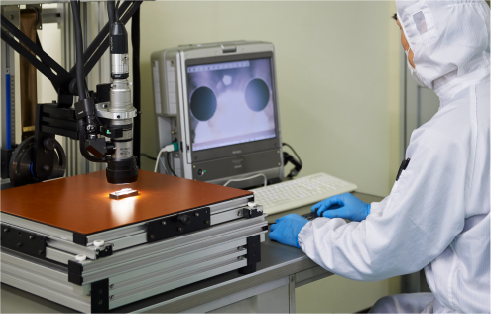
荷重測定を行い刃型種類による切れ味を比較しました。

(写真は火造り刃に代わる高刃仕様の彫刻刃型)
抜き荷重測定結果
材質:積層樹脂シート 厚み5mm
単位:kgf/㎟
試験回数:n=3
| 火造り刃 | 彫刻刃型 | トムソン刃型 (参考) |
| 444.90 | 270.41 | 372.45 |
| 469.39 | 276.53 | 390.82 |
| 451.02 | 276.53 | 378.57 |
同じ材質を同じ刃先形状で実際にプレス加工した際の抜き荷重(ピーク値)になります。
数値が小さい方が打抜き時の抵抗が少ないことになりますので、切れ味が良いと言えます。
火造り刃と彫刻刃型を比べると40%程切れ味が向上しております。
また、トムソン刃型と比較しても良好な結果となりました。
切れ味が悪いと刃型の寿命にも影響します。
切れ味が悪い→刃先に荷重がかかる→プレス下死点を落とす→当て板にも強く刃先が入る(当て板寿命も短縮)
上記のように悪い循環に陥ってしまいます。
また、プレス加工を始める際の段取り作業も時間がかかってしまいます。
抜き材料に対してもスパッと切れるのではなく押切りになり、製品端面の変形などを引き起こしやすくなります。
既にお使いの火造り刃から彫刻刃型へ最適な仕様での切替を提案させて頂きます。
火造り刃でお困りごとがあれば是非ご相談ください。