





アルミベース抜型・表層抜アルミプレート型の採用が増えています。
お問い合わせ・ご質問を多く頂いていますので、
従来型(木型:ベニヤベース)との幾つか違いを説明します。
抜型の構造は大きく分けて
①ベース ②刃物 ③スポンジゴム(跳ね出し部材)3つから出来ています。
どんなによい家でも基礎の強度が弱かったり、平坦でなければ、
不安定な家になってしまいます。
特にトムソン型は刃物を溝に埋め込んで作るため、
どんなに精度よく刃物を曲げても、
基礎となるベース反りや、溝の精度が悪ければければ
刃物はベース側に倣(なら)ってしまいます。
次にベース厚を考えます。
国内トムソン刃物高さは23.60㎜基準で、
精密刃型メーカーの多くは20㎜厚(刃の出3.6㎜)ベースを使用しています。
また、別な視点から

金属切削加工時のエンドミル工具は、切削加工時に
エンドミルの「たわみ(工具のフレ)」が寸法精度に影響するため、
「たわみ」を抑える事が重要です。
この「たわみ」は機械主軸からのエンドミルの「突き出し量」と相関があり、
「たわみ」は「突き出し量」の3乗に比例します。
例えば「突き出し量」が2倍になると「たわみ」は8倍になります。
同様に、トムソン型もベースからの
「刃物突き出し」=「刃の出」が長くなると、
エンドミル同様プレス時に刃物の「たわみ」が大きくなり、
寸法精度バラつきに繋がります。
刃物高さ23.60㎜はプレス機基準のため変更は難しいですが、
ベース厚みを厚く(刃の出を短く)することで
加工時の「たわみ」を抑える事ができます。
では、なぜ20㎜ベース厚を使うのか?
それはベニヤ規格20㎜厚だからです。
規格外ベニヤ厚作成は特注となり高額・大ロットになります。
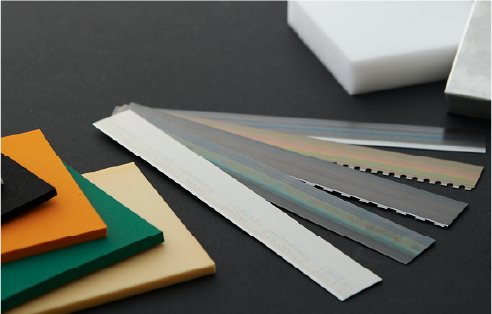
当社スチール抜型・表層アルミプレートは
任意のベース厚み設定できます。
例えば21㎜・21.5㎜・22mmなど材料・プレス条件が合わせた
出来るだけベース厚(刃の出を短く)が厚い仕様を提案しています。
金属ベースは初期の寸法精度が高いだけではなく、
加工時の刃物の「たわみ」を抑える事ができるため、
寸法バラツキを抑えた加工が可能となります。